一�、橋殼焊接方式
1.橋殼點焊附件:點焊時電流要調(diào)大一些,一般要求焊縫高3-4mm�、焊縫長為20-30mm。
2.三角板及直縫焊接:一般坡口為60°���,屬Y型焊縫���,焊縫根部不得有間隙,要求焊透率為75%以上��,焊縫余高2-3mm�����。
3.橋殼后蓋及加強圈焊接:一般為三角形焊縫,焊縫高3-8mm��,要求焊透率為75%以上�����。
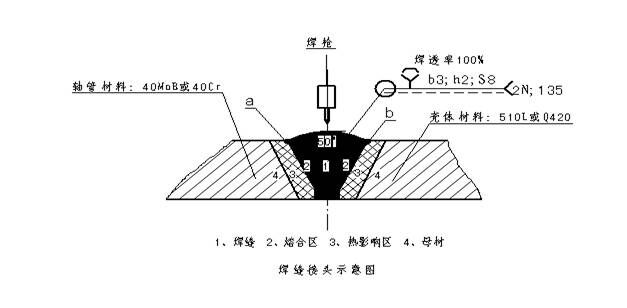
4.橋殼軸管環(huán)焊接:一般坡口為50°�����,屬Y型焊縫�,焊縫根部間隙為2-5mm,要求焊透率為100%�,焊縫余高2-3mm。
二���、橋殼焊接質(zhì)量及檢測要求
1.焊接三角板����、直縫焊�、后蓋、加強圈等焊透率為75%以上�����,檢測方法為焊縫剖開后用20倍放大鏡檢測。
2.橋殼與軸管環(huán)焊縫要求
3.對軸管環(huán)焊縫需進行超聲波100%全探傷�����。
4.每月隨機抽樣1根當月生產(chǎn)的后橋殼總成�����,對其軸管環(huán)焊縫(包括直焊縫���、加強圈及后蓋焊縫)進行切片取樣,用20倍放大鏡檢測環(huán)焊軸管焊透率為100%���,并檢查其熱影響區(qū)的金相組織�����、硬度���。
5.橋殼與軸管環(huán)焊焊接示意圖如下:
6.橋殼環(huán)焊縫檢測技術(shù)規(guī)定表 見下表
橋殼環(huán)焊縫檢測技術(shù)規(guī)定
|
橋殼型號
|
24Y系列
|
24W08
|
K176
|
K158
|
B系列
|
F系列
|
N系列
|
L系列
|
|
噸位(噸)
|
3
|
4.2
|
6.5
|
8.0
|
8
|
9
|
12
|
13
|
|
軸管材料
|
40Cr
|
40MnB
|
40MnB
|
40MnB
|
40Cr
|
40Cr
|
40Cr
|
40Cr
|
|
軸管金相組織
|
1-4級
|
1-4級
|
1-4級
|
1-4級
|
1-4級
|
1-4級
|
1-4級
|
1-4級
|
|
橋殼材料
|
510L
|
510L
|
510L
|
510L
|
510L
|
510L
|
Q420B
|
Q420B
|
|
橋殼厚度(毫米)
|
6
|
8
|
10
|
12
|
12
|
12
|
14
|
16
|
|
焊縫熔透率(橋殼側(cè))
|
100%
|
100%
|
100%
|
100%
|
100%
|
100%
|
100%
|
100%
|
|
焊縫熔透率(軸管側(cè))
|
100%
|
100%
|
100%
|
100%
|
100%
|
100%
|
100%
|
100%
|
|
熱影響區(qū)硬度
(軸管側(cè))HRC
|
22-40
|
22-40
|
22-40
|
22-40
|
22-40
|
22-40
|
22-40
|
22-40
|
|
熱影響區(qū)金相組織
(軸管側(cè))
|
索氏體、鐵素體��、珠光體、極少量貝氏體�����、無馬氏體
|
|
軸管硬度HRC
|
22-30
|
22-30
|
22-30
|
22-30
|
22-30
|
22-30
|
22-30
|
22-30
|